Imprimante 3D - Creality Ender 3 V2 Neo
Date de la dernière modification: 5 mai 2026
Adaptation récente:
Positionner sur le plateau, affichage Visualisation par rayon X dans Modifier le remplissage et nouvelle vidéo: Unboxing
C’est ma seconde imprimante 3D acquise en janvier 2023.
J’avais acheté la première début 2021 (démantelée en octobre 2025):
voir ma page Web Imprimante 3D – Creality Ender 3 V2.
Celle-ci, c’est la version améliorée, la Neo!
Toutes les fonctionnalités et tous les outils évoqués dans la page du lien ci-dessus
sont applicables pour cette version Neo, c’est à dire la création d’objets 3D,
le découpage et la copie du fichier sur la carte SD à insérer dans l’imprimante.
La partie Ultimaker Cura est à présent décrite ici.
Ne sont décrites ici que les caractéristiques, les améliorations et le montage
de la Version Neo. En fin d’article: PrusaSlicer / Couper un morceau.
Mon Tutoriel Blender associé est un complément indispensable!
Mon Imprimante 3D – Pourquoi OrcaSlicer est en travail!
Liens directs ici et extérieurs:
Ultimaker Cura – Pourquoi OrcaSlicer (article) — Couper un morceau avec PrusaSlicer —
Montage et initialisation — Paramètres d’impression dans Cura —
Positionner sur le plateau — Radeau —
Modifier le remplissage d’un objet sous Cura — Importer plusieurs fichiers STL
Généralités
Dans la partie montage ci-dessous, nous trouverons une série de vidéos YouTube qui nous donnent non seulement des instructions sur le calibrage, mais aussi des détails techniques généraux tout au long des présentations. Quoique ces vidéos sont en anglais, parfois longues mais utiles, on pourrait donc commencer par la française Ender 3 v2 NEO de chez Creality – Un refresh de la Ender 3 v2.
Elle est beaucoup plus facile à monter et est équipée d’un bed leveling (réglage du plateau).
Les nouveaux ressorts en alu sous le plateau, c’est une adaptation indispensable. J’avais décrit mes soucis dans la partie Le montage de la Creality Ender 3 V2). L’écran est en couleur et le logiciel vient avec un mode preview!
L’article Comparing the Ender 3 V2 vs. Ender 3 V2 Neo est convainquant.
Pour ceux qui maîtrisent bien l’anglais, et encore plus convainquant en vidéo: ENDER 3 V2 VS ENDER 3 V2 NEO COMPARISON.
C’est incroyable comme les YouTubeurs s’améliorent avec les années: ici le déballage et le montage de la version Neo !
Mais corriger un article comme celui-ci, parce qu’il y a une grosse ou petite faute, c’est plus facile ici avec Elementor.
Une recherche Google avec “ender 3 v2 neo youtube” nous donnera une pléthore de vidéos!
– Unboxing et Test de la Creality Ender 3 V2 Neo – Essai d’imprimante (en français!)
– Creality Ender 3 V2 Neo. A Great 3D Printer Made Better!
– Ender 3 v2 NEO de chez Creality – Un refresh de la Ender 3 v2 (en français!)
– Ender 3 V2 Neo: Review, Setup and Things to Know
La première bonne surprise, c’est la présence d’un plateau supplémentaire qu’on pose sur le “bed” initial (à expliquer encore) et ensuite l’absence du détecteur de fin de course (bravo) remplacé en fait par le CR-Touch, le module de nivellement automatique du plateau d’impression. On comprendra vite pourquoi l’Auto Home de l’ancienne version (tout à gauche devant) passe au milieu du plateau.
Dans UltiMaker Cura il y a un profil pour l’imprimante Neo.
Comme je n’avais pas trouvé de G29 (auto-bed leveling) dans le G-Code de démarrage (dans Cura sous Préférences, Imprimante, .. Neo et Paramètres de la machine) juste après le G28 (home axes), j’ai rajouté G29 ;Bed leveling. Mais c’est un choix personnel découvert dans OrcaSlicer et qui venait pas défaut!
C’est un de mes premiers objets 3D imprimés avec cette Neo!
Il a été préparé avec Blender!On commence par un Cylindre, un Inset, un Extrude et on termine par Modifier Subdivision 16x (voir lien ci-dessus).
Il est incroyablement petit, 2 cm de diamètre!
Il n’y a qu’un seule passage sur l’épaisseur supérieure qui est de 0.2 mm, la qualité standard sous Ultimaker Cura.
Ici il est un peu plus grand, 3 cm de diamètre, bord plus épais, 1h43 pour imprimer!
Toujours avec Blender, des Subdivides pour l’anse, quelques G sur des edges, un Bridge Faces pour le trou et toujours un Modifier Subdivision pour terminer.
Sous Ultimaker Cura , ici au milieu de l’objet, on voit bien le support de l’anse qu’on pourra facilement retirer. Avec un radeau d’adhérence de 5 mm de marge supplémentaire, de 1 mm de lissage de radeau, et 1 seule couche de radeau supérieur: je suis super content.
En jouant le Play en bas de Cura, on verra bien la finesse des choses et le minimum de filament pour le support intérieur de l’anse!
Clé USB
On découvrira dans le “paquet” une jolie clé USB blanche avec des documents et du logiciel sur un mini carte SD qu’on pourra plus tard introduire à l’avant de notre Ender 3 V2. Cette dernière pourra être utilisée pour transférer depuis notre PC du gcode généré par un logiciel de découpage.
On va évidemment sauvegarder son contenu sur son PC. Il y a un mystérieux (pour certains) fichier Ender-3 V2 Neo_supplementary files_EN_V6.1.rar. Sous Windows on peut l’associer à un zip manager (7-Zip chez moi). C’est un fichier compressé avec 4 sous-répertoires dont 1. 3D Printer User Manual pour les manuels dans différentes langues et 3. Operation video où se trouve la video Ender-3 V2 Neo_EN.mp4 du montage (aussi disponible chez Creality, voir ci-dessous).
Sur la racine, il y a deux fichiers gcode dont Rabbit.gcode sans doute généré par le Slicer de Creality (le sous-répertoire 2. Software and Drive). On retrouvera le code d’origine en stl dans le sous-répertoire 4. 3D Model: Rabbit.stl. Moi-même j’utilise Ultimaker Cura pour le découpage et la génération du gcode. Pour les débutants et/ou les cracks, charger ce lapin en stl dans Blender, donnera une idée du maillage!
Le Montage et l’initialisation
Pour ce montage vraiment incroyable, on utilisera la vidéo en anglais Creality ENDER 3 V2 NEO 3D Printer Unboxing ou le fichier mp4 vu précédemment! En visionnant la vidéo sur un PC (c’est mieux) on reviendra souvent en arrière: la notation des câbles et leurs formes nous aideront à déterminer lequel est lequel! Bien regarder si on est devant ou derrière, voir le côté!
Le prémontage aide beaucoup, en particulier pour la partie supérieure avec la courroie qui était un peu une galère avec l’ancienne version! Le manuel papier ou PDF est minimaliste … mais la vidéo devrait suffire.
Jusqu’à la minute 6:25, c’est le montage en lui-même et c’est quand même autre chose que la version précédente qui prend facilement une bonne heure! On comprend que Creality va rapidement stopper la production de cet ancien modèle. Même si de gros rabais vont apparaître pour l’ancienne version, il n’y a pas photo je pense!
A partir de la minute 6:25, la vidéo nous explique comment régler le plateau. C’est vraiment différent du réglage de l’ancienne Ender 3 V2 qui n’a pas de CR-Touch Auto Leveling (sauf si installé après coup) pour la mise à niveau. On peux aussi consulter le manuel disponible sur la clé USB, (voir ci-dessus), le Ender-3 V2 Neo-SM-003_ User Manual(FR).pdf dans le répertoire 1. 3D Printer User Manual et les pages 7 à 11.
Il existe un vidéo plus courte de Creality After-sale tout à fait utilisable : Service tutorial Ender – 3 V2 Neo leveling and printing.
Il faudra mettre le filament à l’arrêt: expliquer. Tourner après préchauffage.
Il faudra souvent stopper et reprendre la vidéo pour bien comprendre ce qu’il faut faire et ne rien oublier! La partie de l’axe Z est importante pour l’espacement avec la buse (nozzle en anglais et knobe c’est bouton). Attention au Disable Stepper qu’il faudra utiliser pour libérer le plateau lors du réglage!
On utilisera donc une feuille A4 entière pour définir le Z-offset en évaluant la friction entre la buse et le plateau.
On commencera par un Auto home pour amener l’extruder un centre du plateau. Avec le menu Move Axis et Move Z nous définirons un Z à 0.0. On clique sur le bouton pour revenir au menu précédent et sur Z-Offset. Avec un -1.30, je n’ai juste pas de friction. J’enregistre avec un clique sur le bouton. Cette valeur sera gardée pour le prochain démarrage, évidemment.
Je Disable stepper pour libérer le plateau pour pour jouer avec mes 4 roulettes!
L’ajustement du plateau avec les 4 roulettes noires dessous se fait de la même manière que pour l’ancien modèle (mais les nouveaux ressorts alu aident beaucoup). Cette partie se fait sans préchauffage. Les deux vidéos sont un peu différentes, mais ce qui compte c’est un Z-offset correct avec la feuille A4. Ce qui compte c’est une hauteur juste pour permettre un impression régulière et sans raclage avec rayure du plateau.
La partie Auto leveling (nouvelle pour moi) commence à la minute 9:13 de la vidéo!
On choisit Leveling sur la console et la bête calcule les 12 points sur la plateau. A expliquer encore.
On pourra passer au préchauffage, insérer notre micro carte SD et démarrer la première impression.
Une lampe de poche est pratique pour vérifier le déroulement de l’impression!
Le Radeau d’adhérence
Ci-dessous on trouvera des notes que j’avais prises pour ma première imprimante, la Creality Ender 3 V2 . Oui, la Neo est supérieure et plus stable, chez moi en tout cas.
Même des objets vraiment plat dans la partie inférieure pourraient montrer des parties de mauvaises qualités.
Donc je vais continuer de l’utiliser avec des paramètres d’épaisseur au minimum. De toute manière c’est très peu de temps et de filament perdu.
Plusieurs mois après mes premières impressions 3D, j’ai eu tout à coup un décollage du radeau d’adhérence.
C’était une mini fusée en hauteur, et le socle est sorti en arrivant presque en haut!
J’ai pris un objet plus petit, sans devoir attendre trop longtemps, refait un Auto leveling et en faisant d’abord passer le Z-Offset à -1.6! Le radeau s’est trouvé plus bas et même en attendant un refroidissement complet à la fin de l’impression, mon objet n’a pas été facile à décoller.
Entre temps j’ai cherché .. cherché, couvert une partie de mon imprimante pour essayer de limiter les courants d’air (il faisait frais) et même positionné mon objet plus à gauche et vers moi, avec Cura.
Ma fusée était positionnée assez au fond et c’est vers le fond que le radeau se décollait!
Il existe des caissons enclosures, intéressant!
Voir par exemple https://www.lesimprimantes3d.fr/comparateur/accessoires/creality-3d/caisson-enclosure/ que j’ai découvert dans un commentaire sur l’imprimante Creality Ender 3 V3 SE FDM.
Moi-même j’ai bricolé un carton que j’utilise à chaque impression et aussi au repos avec une petite nappe dessus pour protéger de la poussière.
On trouvera aussi quelques informations sur ce souci dans mon document précédent sur le Warping (gauchissement) et Curling.
Mystère mystère … mais une imprimante 3D … ce n’est pas de la tarte et avec de nombreux articles et vidéos sur la toile qui nous raconte parfois un peu n’importe quoi. Il faut donc essayer, jouer et bien noter, comme ici, ses propres expériences!
Ultimaker Cura
C’est mon outil de travail depuis Janvier 2021 avec mes Creality Ender 3 V2!
Son installation
Comme pas mal de choses sur ce site Web, c’est un peu le bazar. Lorsque j’ai élaboré ce document, j’avais déjà installé en 2021 Cura d’Ultimaker et c’est maintenant plus un historique ici que je garde pour l’instant!
Creality recommande son Creality Slicer. Il est basé sur Cura, avec des profils conçus pour la Ender 3. Je ne l’ai jamais utilisé.
En 2025 des logiciels comme Orca Slicer et PrusaSlicer sont aussi souvent utilisées pour leur flexibilité et possibilités avancées, mais pas nécessairement pour les débutants.
Orca Slicer, comme Ultimaker Cura, c’est aussi une référence. Des recherches avec Guide Orca Slicer ou Orca Slicer download nous donneront les références nécessaires et judicieuses. J’ai trouvé aussi un comparatif avec d’autres slicers dans le document OrcaSlicer : Le Logiciel de Tranchage 3D Incontournable.
J’ai évidemment installé Orca Slicer et joué un peu avec pour me faire une idée de la bête!
Après avoir créé un nouveau projet, on pourra, avec le menu Fichier / Importer, reprendre un fichier STL généré par Blender par exemple! A gauche nous avons par exemple les paramètres de Qualité ou Supports (avec Radeau aussi). En haut à droite se trouve les boutons Tout découper et Exporter le fichier G-code. Comme dans Cura nous avons les barres horizontales et verticales de visionnement de couches.
Le logiciel Ultimaker Cura 64 bits à télécharger pour PC Windows se trouve sur le site d’Ultimaker (il existe des versions pour MacOS et Linux). Je suis actuellement avec les versions 5.x (5.2.1 début 2023, 5.4.0 en juillet 2024, 5.9.0 en novembre 2024, 5.10.2 (août 2025), 5.11.0 (novembre 2025) et 5.12.0 (avril 2026) à présent).
Dans la dernière version je n’ai pas vérifié encore la présence des code G28 et G29.
Aucun souci si nous mettons à jour le logiciel: le profil sera importé dans la version supérieure! Les accès dans l’explorateur de fichiers avec .stl et .gcode devront être adaptés!
Sur mon dernier PC, un nouveau PC Windows, j’ai dû copier le profil à la main. Le répertoire se situe sous C:\Users\…\AppData\Roaming\cura\5.9 que l’on retrouve avec le menu Aide / Afficher le dossier de configuration! Le plus facile est de quitter Cura, de renommer (au cas où) par exemple 5.9 en 5.9_at_install et de copier TOUT le contenu de la configuration de l’ancien PC (j’avais 5.4, ça marche) dans un répertoire créé 5.9!
Découper avec Ultimaker Cura avant impression
A vérifier: pas certain que l’installation de l’imprimante dans Préférence est décrite proprement et pas mal d’autres adaptations comme le bouton bleu Découper. Donc c’est à revisiter un jour et principalement pour les paramètres! A ajouter sans doute: impression partielle ou de densité réduite!
Si nécessaire, pour refaire apparaître la partie de droite avec les paramètres d’impression (les boutons découper ou enregistrer sont parfois dessous) il suffit de cliquer alternativement en haut à droite dans la barre de boutons commençant avec la définition de la qualité. Deux instances Windows de Cura sont aussi possibles pour comparer les paramètres entre différentes imprimantes, d’objets, de couches, voire de densité ou autres supports.
Ultimaker Cura, c’est le logiciel de découpage, avant impression 3D, que j’ai utilisé avec mes Creality Ender 3 V2.
Nous trouverons une “petite” description sur Wikipedia de ce logiciel de découpage en tranches.
Google Search va être ici essentiel lors de difficultés. Il y a tellement sur la toîle de réponses et de commentaires, souvent pertinents, qu’on trouvera rapidement une réponse satisfaisante à un souci particulier. On commencera par le mot clé Cura (Ender n’est souvent pas nécessaire, car il réduirait le nombre de réponses). Ensuite il faudrait s’imaginer quelle pourrait être la solution, via un des paramètres de Cura. En mettant par exemple Nombre de lignes de la paroi voire densité de remplissage, on pourrait retrouver des idées de solutions pour, par exemple, un objet pas assez solide ou qui s’effondre durant la production).
Un bon document général d’All3DP pourrait être conseillé avec le Support Cura : comment optimiser vos paramètres. All3DP est un site incroyable. On y trouvera de nombreuses imprimantes 3D, des tests, des guides, des liens sur d’autres sites et des milliers de fichiers STL.
On rappellera encore que les outils de modélisation, décrits ci-dessus, produisent comme résultat un fichier STL qu’on pourra importer dans Ultimaker Cura. Dis autrement: si quelqu’un nous donne un fichier STL d’un objet 3D imprimé sur une autre machine que notre Ender, nous pourrons l’importer dans notre Cura configuré et produire finalement, après découpage, le fichier à exporter sur notre machine pour impression.
Lorsque j’ai reçu mon imprimante début 2021, j’étais un peu perdu avec les outils à installer et j’ai débuté avec la version 4.8, nommée Creality Slicer (logiciel de Creality basée sur celle d’Ultimaker Cura), mis à disposition sur la carte SD livré. Très rapidement j’ai passé à la version 4.9, mais celle d’Ultimaker Cura. Nous sommes aujourd’hui avec les versions 5.x. Je les ai toutes installées, pas de souci. Lors de l’installation de ces versions, j’ai quand même garder les anciennes (une habitude) et étudier les différences: on y apprend beaucoup. Nous trouverons quelques infos dans Ultimaker Cura 4.9 – Seamless and efficient with Digital Library integration et vidéo: Ultimaker Cura 4.9 new features summarized.
La version 4.10 est sortie en juillet 2012 avec, en particulier, le mode Débit pour l’Aperçu qui montre la quantité de filament déposé. J’ai déposé quelques notes en fin de partie Solidité et cassures.
Dans la superbe vidéo Cura Slicer V4.9 plus Cura Arachne Engine Sneak Peek, il nous explique, avec son anglais que j’adore, comment on passe directement, dans la partie APERÇU, après le découpage, en mode Type de ligne. En cliquant sur ce dernier, dans la barre supérieure, on peut ouvrir le Modèle de couleur, et, par exemple, jouer avec les options comme Coque, Remplissage ou Aides.
En début d’article, nous en avons déjà indiqué, comme préparer un fichier à stocker sur une micro SD carte pour notre imprimante Ender.
Ne pouvant pas encore le vérifier, lors de le toute première installation de Cura, j’avais lu sur un site qu’il était conseillé de retirer les drivers Arduino (liste des composants). Ayant moi-même des Arduino, j’ai suivi le conseil. En dernier on clique sur le bouton Installer. On laissera l’option “Lancer Ultimaker Cura 4.8“. Dans le menu Preferences, nous modifierons certainement le language à Français.
Pour les nouveautés des versions 5 (5.2.1 et 5.3.0 début 2023), avec le moteur Arachne plus rapide, on pourra pourra consulter par exemple la vidéo: Pourquoi utiliser Cura 5.0 ? Est-il vraiment mieux ?
Une des premières bonnes idées sera de se créer un compte chez Ultimaker. On utilisera le bouton “Se connecter” en haut à droite de Cura. Avec le bouton “Marché en ligne“, aussi en haut à droite, on commencera par installer le plugin gratuit Setting Guide. Il est disponible en français à partir du menu Extensions / Settings Guide. Il nous permettra de naviguer sur tous les paramètres avec des descriptions complètes et de jolies images.
Sous la barre supérieure où nous avons les PRÉPARER, APERÇU, SURVEILLER, nous trouverons à droite le Standard Quality – 0.2mm (cliquer dessus et Profil), celui que j’ai défini et pas encore changer ou essayer! La fenêtre du profile à droite pourra montrer TOUTES les options si nous choisissons All dans le bouton Burger (trois barres horizontales).
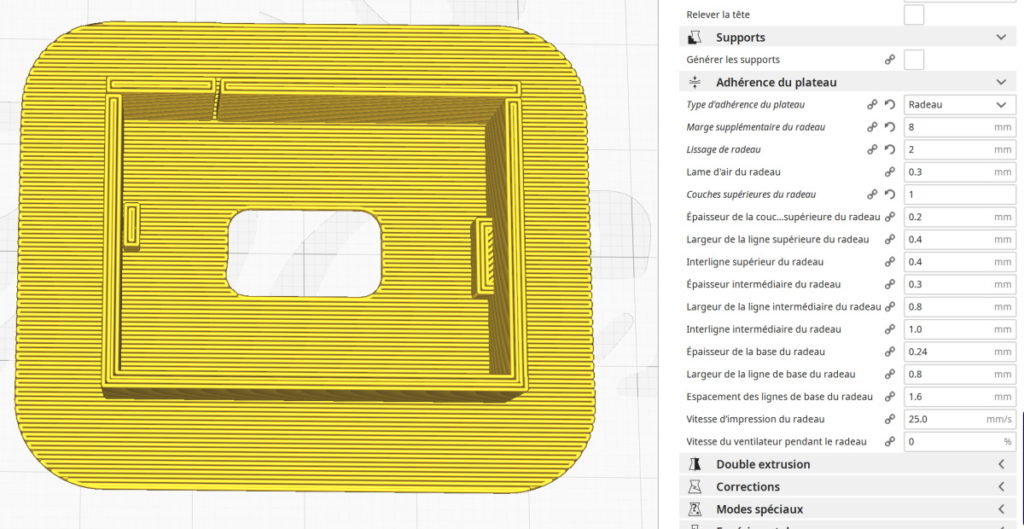
Pour visionner un groupe de paramètres, on cliquera sur celui-ci, par exemple Adhérence du plateau. Dans ce dernier, en passant à un autre type d’adhérence, par exemple le Radeau, nous verrions présenté un plus grand nombre de paramètres.
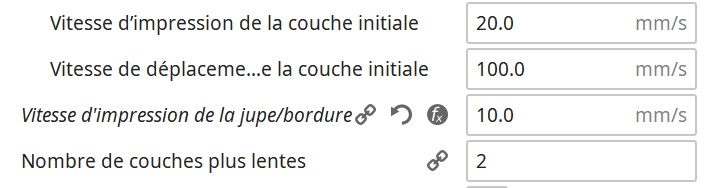
Si nous décidons de modifier la valeur d’un paramètre, ici le 10.0 pour la vitesse, une flèche arrondie se présentée. En cliquant dessus on revient à l’original. Le Fx indique une valeur calculée. Le morceau de chaîne indique une validité pour tous les imprimantes.
Recherche de paramètres
Il y a de nombreux paramètres d’impression dans Cura, et parfois ils sont difficiles à retrouver. En principe on choisit le groupe, par exemple Support, et ensuite un des paramètres. La loupe tout en haut des groupes de liste est pratique, on y mettra par exemple densité!
Il faudra se méfier, lors de la préparation avec Cura de nouveaux modèles, que d’anciennes valeurs sont toujours applicables! C’est souvent le cas lors du choix de densités différentes! Voir ci-dessous.
A faire: utilisation de projets dans Cura et l’utilisation de différents profils! A consulter: How to adjust print settings per model in Ultimaker Cura et How to use the custom print settings in Ultimaker Cura.
Après le premier démarrage, j’ai ignoré l’inscription (je l’ai faite plus tard) et sous Add a printer (a non-networked printer), j’ai cherché dans la liste Creality 3D et défini Creality Ender-3. Pour l’instant je n’ai pas touché le Machine Setting et j’ai continué.
J’ai utilisé les valeurs par défaut qu’on retrouve dans le document déjà mentionné, Cura & Ender 3 (Pro/V2) : les meilleurs profils et réglages. C’est ce que j’ai utilisés pour mes premier “shoots”!
Vidéo à analyser et commenter: Prise en main de CURA : Comment préparer vos impressions 3D.
Dans le menu de Cura, sous Préférences, Configurer Cura…, sous Général, on pourra si nécessaire décocher l’option “Ajouter le préfixe de la machine au nom de la tâche“. Chez moi j’avais toujours CE3_ devant, ce qui pouvait parfois me cacher la partie terminale du nom du fichier visible sur l’écran de L’Ender. Lorsque qu’on imprime différentes versions, on ajoute souvent, simplement, ces infos de variantes en fin de nom de fichier!
L’outil nous indiquera le temps nécessaire pour l’impression et la quantité en gramme de filament (donc le prix de la pièce). D’autres options seront pratiques, lors d’une première impression en moins bonne qualité, voire en redimensionnant en plus petit notre objet!
Et quel plaisir nous aurons de choisir une couche spécifique avec la barre verticale à droite et de visionner une simulation d’impression avec le bouton play/pause en bas. On peut aussi analyser les premières couches inférieures si nous avons un radeau comme support.
Positionnement sur le plateau dans Cura!
Il m’est arrivé, à quelques occasions, de ne pas avoir mon objet à imprimer bien centré sur le plateau, voire le mettre plus près du Home. On sélectionnera l’objet avec un clic de souris et les flèches colorées apparaîtront pour nous permettre de le déplacer! En tenant le bouton droit de la souris on pourra se positionner en mode 3D. En tenant la molette on déplacera le plateau avec le ou les objets et le zoom est possible en la roulant vers le haut ou le bas.
A terminer encore: décrire les outils à gauche en détails
La vidéo TUTO CURA : PARAMETRES PAR MODELE ET MODIFICATEURS DE ZONE SUR CURA (minutes 3:06, 5:44, 13:35) est vraiment intéressante sur un sujet, étonnement, très peu couvert.
En travail (février 2026): Dès qu’on a sélectionné l’objet, le menu à gauche de l’appli Cura sera visible. On cliquera sur un des icônes, suivant nos besoins. Si on a plusieurs objets, voir Importer plusieurs fichiers STL ci-dessous, on le sélectionnera d’un clic. Le second, “Mettre à l’échelle” avec “Echelle uniforme” permet par exemple de rétrécir l’objet pour une première impression rapide!
Les fonctions Peinture, Rotation, et Symétrie sont soit pas utiles ici voir compliquée à maîtriser.
Les deux dernières vont encore me demander du travail et devraient apparaître dans Modifier le remplissage (par exemple pour créer un dé pipé pour tricher) et Importer plusieurs fichiers STL.
Expliquer encore les outils en bas à gauche avec par exemple la vue par dessus pour un positionnement juste pour fixer les X et Y d’un cube intérieur dense d’un dé pipé (truqué).
Nous pouvons aussi utiliser PrusaSlicer pour sélectionner une partie. Voir ci-dessous: PrusaSlicer/Couper un morceau.
Rotation dans Cura!
Il arrive que notre objet à imprimer n’a pas été forcément aligné juste, dans les axes X, Y et Z, et avant exportation en fichier .STL. Les exemples typiques sont un cube troué dont la position serait meilleur en vertical, ou une table à 4 pieds qu’on devrait poser sur son plateau dessous! On évitera alors, peut-être, le besoin d’y ajouter la génération de supports par Cura.
Dans l’exemple de l’attache_vis vu précédemment, suivant l’outil de création CAD, le plateau pourrait ne pas être posé à plat dessous! Cura, avec son menu à gauche, après sélection de l’objet permet de faire une rotation correcte (et non, par exemple, sur les deux cylindres avec plateau incliné, où un support devra être généré inutilement).
Une sauvegarde du G-code dans un fichier (voir la description ci-dessous) est possible. Un fichier G-code peut être importer dans Cura, mais il faut s’assurer qu’il a été aussi généré par Cura, la même version, et pour cette imprimante. Mais ce sont bien des contraintes: c’est plus raisonnable d’utiliser un fichier STL.
Le nom des fichiers présenté sur l’écran de l’Ender est parfois trop court. Si on imprime en plusieurs morceaux: mettre par exemple un A, B, C, .. devant!
Au niveau des paramètres j’ai encore du travail. Il faudra mentionner dans le menu Aide, sous Afficher le dossier de configuration, le moyen de retrouver si nécessaire le fichier de configuration cura.cfg. Dans le Marché en ligne, on pourra installer le Export HTML Cura Settings. Au prochain démarrage nous pourrons, après avoir chargé un fichier STL, sélectionner avec le menu Fichier / Enregistrer le projet, le bouton Enregistrer, et choisir le type HTML. En visionnant le fichier html, nous pourrons examiner nos paramètres et éventuellement les partager.
Enfin je mentionnerai aussi la Ultimaker Community of 3D Printing Expert.
Les paramètres d’impression
A faire encore! Je dois améliorer cette partie, car je fais encore des erreurs d’appréciation dû à de mauvaises configurations!
Je n’ai pas encore vraiment utilisé les profils utilisateurs. Ceci se fait avec le menu Préférences et ensuite Profils. Lors de la création, on lui donnera un nom significatif. Ce profil sera activé en le définissant dans notre choix de la liste présentée sous Paramètres d’impression, tout en haut à droite de Cura. Il y a différents profils qu’on peut utiliser dont un qui vient par défaut au démarrage. On peut par exemple indiquer qu’on veut à chaque fois un radeau et sauvegarder les paramètres associés (petit icône disquette Comparer et Enregistrer bien pratique).
Sauvegarder nos paramètres!
Lorsqu’on désire garder les paramètres que l’on a défini dans Ultimaker Cura pour l’impression d’un objet, et surtout pour s’en rappeler, il faudrait sauvegarder les paramètres dans un projet .3mf (donc ne pas oublier). Selon les objets, on adapte souvent la densité et la partie Adhérence du plateau (type, vitesse ou autres) et c’est souvent difficile de s’en souvenir, autrement que dans un cahier qui pourrait devenir un vrai bazar utile.
Ceci ce fait avec le menu Fichier / Enregister le projet.
Par défaut le nom du fichier projet contiendra le nom du fichier STL avec l’extension .3mf.
Quand on a terminé, on devrait se retrouver avec quatre fichiers, un .blend (voir Un Tuto Blender super rapide pour impression 3D), un .stl, un .3mf et un .gcode pour l’impression.
Normalement nous devrions conserver au même endroit les quatre types de fichier, le fichier source (par exemple avec l’extension .blend pour Blender) (voir Un Tuto Blender super rapide pour impression 3D)), le fichier .stl (produit et exporter par exemple par Blender), le fichier .gcode produit par Ultimaker Cura qu’on donnera à imprimer par l’Ender (ou autre) et le fichier .3mf qui conservera les paramètres adaptés des défauts de l’Ender dans Cura. Pour les objets présentés ci-dessous, j’ai parfois ajouté un fichier texte .txt qui explique le pourquoi de certaines adaptations, comme le remplissage en % et le nombre de ligne de la paroi.
Les fichiers 3MF!
3MF est un format de fichier développé spécialement pour l’impression 3D. On utilise le 3MF pour partager des projets modifiables alors que le G-code c’est juste avant l’impression pour configurer et optimiser certains paramètres. Les fichiers 3MF sont souvent compatibles entre les principaux slicers comme ici Ultimaker Cura voire OrcaSlicer, PrusaSlicer ou Bambu Studio pour la géométrie. La compatibilité totale de tous les paramètres n’est pas garantie.
Il y a une pléthore de documents sur le Web comme Le format de fichier 3MF et pourquoi il est génial. Le document d’Ultimaker, An introduction to the 3MF file format, nous donnera aussi l’accès aux spécifications des fichiers 3mf.
Après avoir sauvegardé un projet avec l’extension .3mf, nous constaterons sous Windows qu’il sera sans doute associé à Paint 3D ou la Visionneuse 3D. Cette dernière application est particulièrement intéressante pour visionner rapidement un objet (un projet) dont on a oublié son contenu.
Solidité et cassures
Encore beaucoup de travail, en particulier avec le motif de remplissage dans Cura, que je n’ai jusqu’à présent presque pas utilisé. Le lecteur pouura consulter par exemple l’article Infill (Cura) : les meilleurs remplissages pour l’impression 3D.
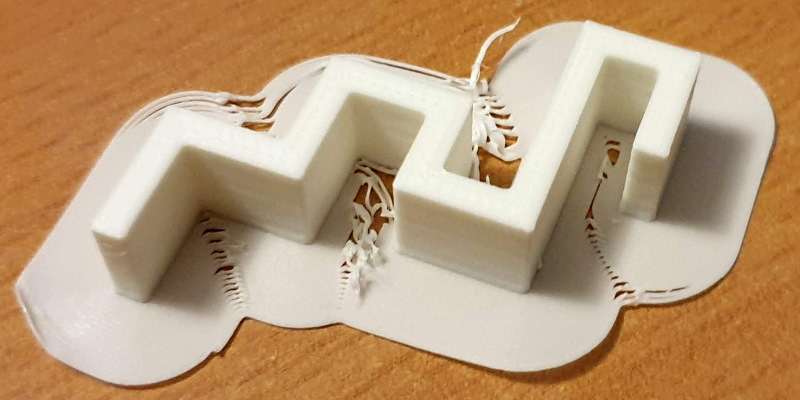
Un objet nous parait incroyablement bien fait, mais il peut casser rapidement, comme la pièce blanche ci-dessous, voire après plusieurs mois, pour la première. Il faudra alors reconsidérer le design voire modifier quelques paramètres dans Ultimaker Cura. Pour des pièces avec une composition complexe, c’est souvent une des parties de l’objet qui s’avère n’être a pas dimensionnée correctement, et il suffira souvent de retravailler sa largeur, sa longueur ou son épaisseur! Les deux pièces montrées ici sont construites avec Blender.
La première pièce est une poignée à l’extrémité de la corde de démarrage d’une tondeuse à gazon. C’est son état après 4 mois d’utilisation. Cette partie tape continuellement sur le crochet du guidon et doit être plus solide.
Cette pièce tient bien dans la main, 8x3x3 cm, mais elle est un peu grande et je l’ai modifiée à 7x2.5×2.5 cm.
Dans Cura il faudrait faire passé la densité du remplissage (groupe Remplissage) de 20 à 25% et le nombre de lignes de la paroi (groupe Parois) de 2 à 6, par exemple. On verra à l’utilisation.
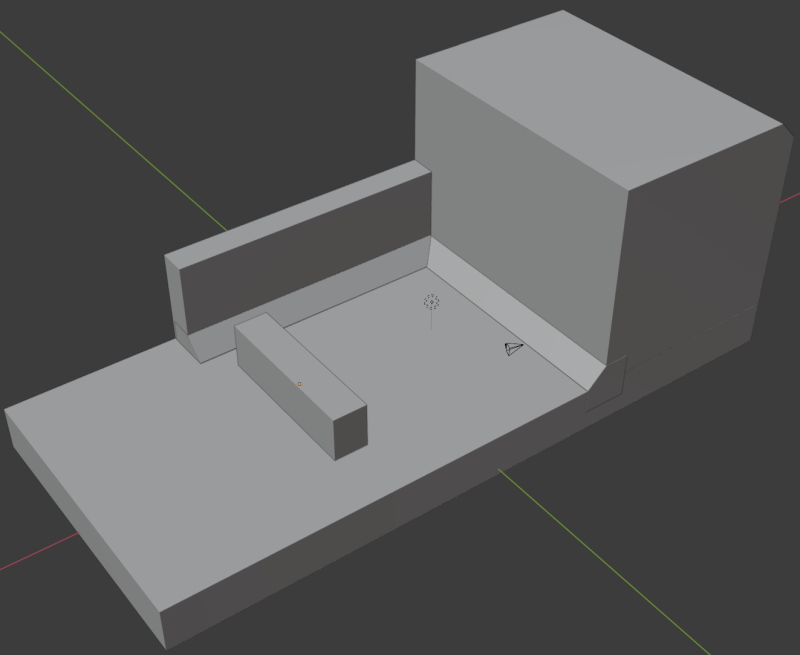
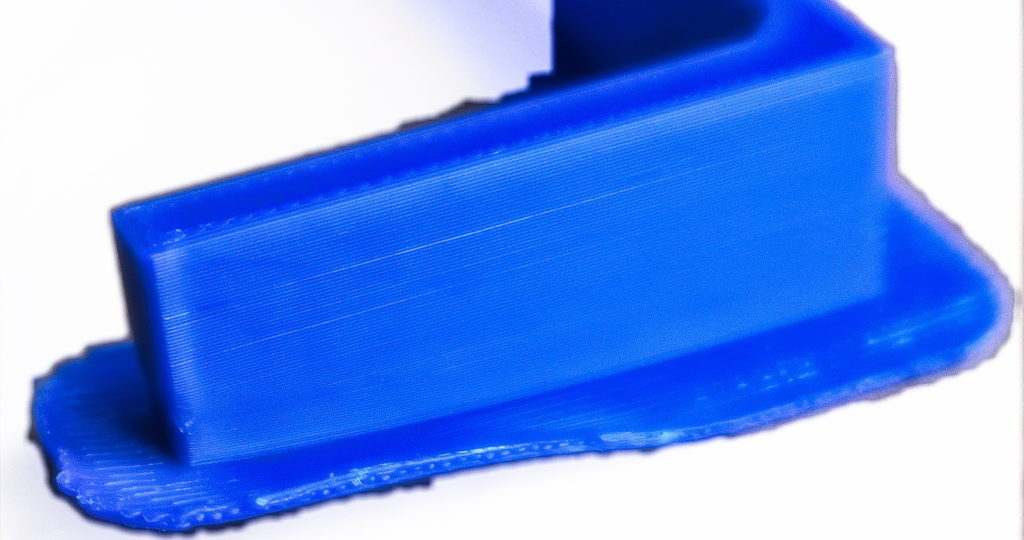
Pour le second objet, qui permet de garder une fenêtre ouverte, j’ai fait un redesign, trois fois, sans modifier les paramètres de Cura. Le petit morceau sur le plateau permet de bloquer la pièce sur le gond de la fenêtre!
Il est clair que si le sommet de l’objet est plat et que le nombre de lignes de paroi et la densité de remplissage sont trop faibles, cette partie risque de s’affaisser en fin d’impression.
Le plateau inférieur est épais et va permettre une meilleure solidité. Les deux petits cubes tourné en diagonal de 45 degrés vont aider: je les utilise régulièrement.
Le morceau vertical derrière améliore la solidité globale, principalement lorsque la fenêtre bouge un peu.
La largeur du cube est très précise et la pièce se fixera bien, uniquement sur la fenêtre choisie. Pour une autre fenêtre, elle ne passera pas ou elle bougera trop.
A la longue, après quelques semaines, le PLA commencera à plisser !
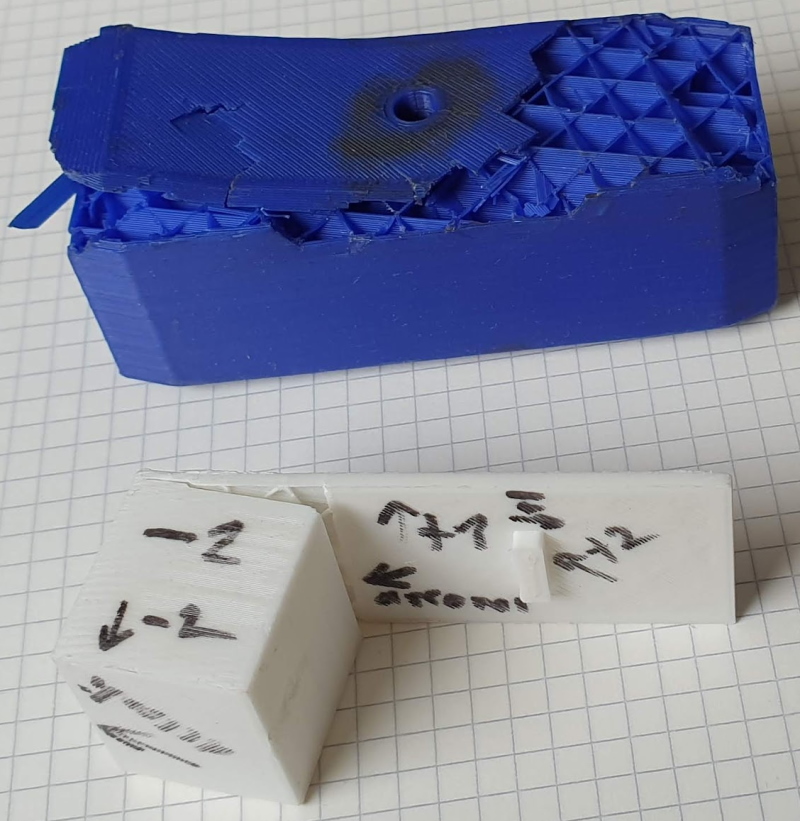
Cet autre exemple est à nouveau un objet pratique: il maintient deux volets crochés partiellement ouverts, pour faire un peu d’air pour cette fenêtre orientée plein sud!
Les deux blocs 1 de z et y de 1 et 2 mm donne un peu plus de solidité à la pièce de 10 cm de long. J’ai aussi augmenté légèrement la largeur du radeau dans Cura pour éviter le curling (mentionné précédemment) … qui s’est quand même produit, mais c’était vraiment insignifiant.
La partie 2 n’est pas vraiment géniale: je ne maîtrise pas encore Blender suffisamment!
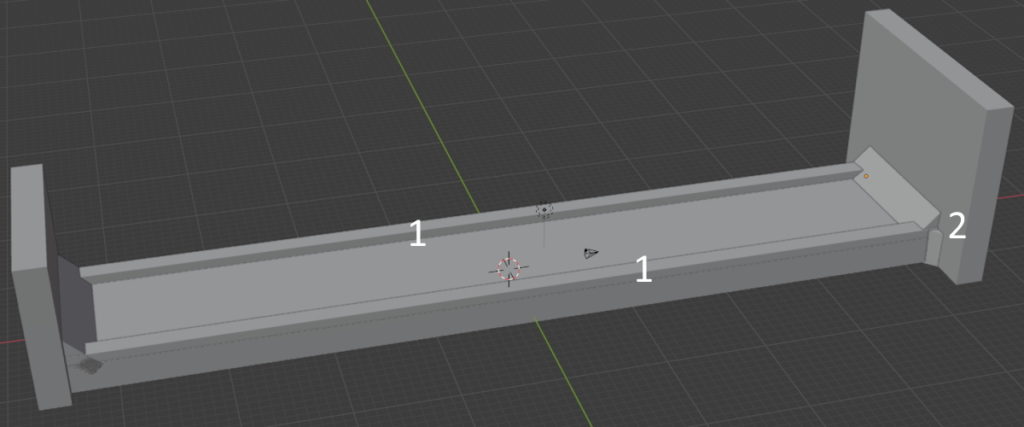
Dans l’exemple vu précédemment de la pièce de tenue d’une fenêtre, c’est vraiment intéressant de constater de ce qu’elle est devenue après 6 mois d’utilisation presque quotidienne:
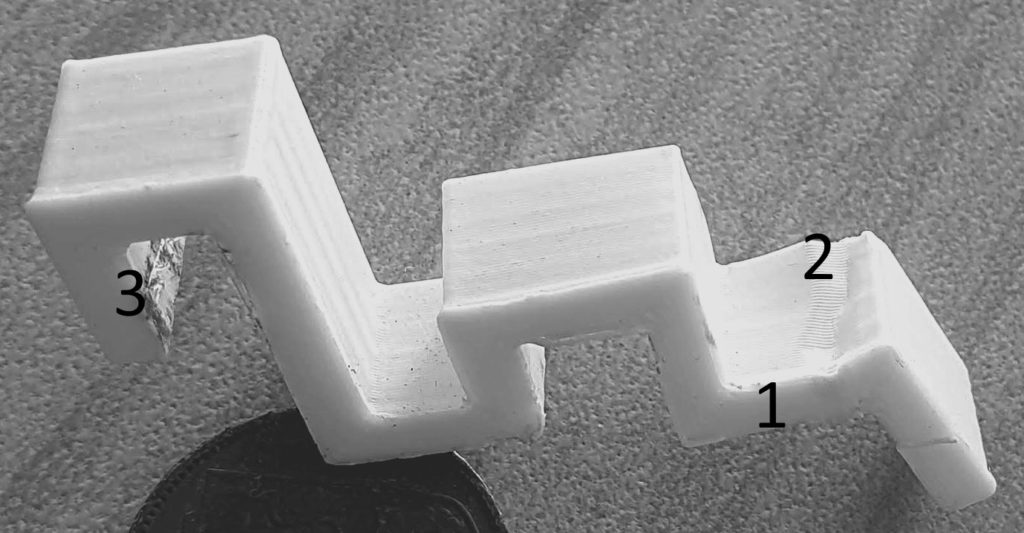
La partie 2 est clairement compressée et c’est surtout dû à la longueur de la partie 1 trop courte. La partie 3, c’ est plus de la poussière. Je vais donc refaire cette pièce en agrandissant la longueur de la partie 1 et, sans doute, en allongeant le morceau 1-2 et celui tout à droite pour augmenter sa solidité! Une densité intérieure supérieure (50% au lieu de 30%) pourrait aider pour limiter la compression 2!
Ces différents exemples ne sont pas vraiment problématiques pour la vitesse d’impression. Quoique … cela pourrait aider pour de gros objets!
C’est sans doute le bon moment de mentionner l’excellent didacticiel TUTO CURA : Astuces pour réduire vos temps d’impression et de prendre le temps de le visionner et, pourquoi pas, d’y trouver de nouvelles astuces.
Ce sera aussi l’occasion de jouer un peu plus avec Ultimaker Cura après découpage et en utilisant le bouton APERÇU avec différentes options pour le Modèle de couleurs comme Type de ligne, Epaisseur de la ligne et le tout nouveau Débit, qui est génial, de la version 4.10 de Cura.
Imprimer avec Ultimaker Cura et le câble USB
Mes premières impressions avec Ultimaker Cura ont été faites en utilisant la micro carte SD, et je continue d’ailleurs d’utiliser cette manière de faire!
On peut très bien connecté un PC ou un laptop avec un câble USB assez long (mon imprimante est à 2 mètres sur une table séparée)!
La première opération est d’effectuer un préchauffage et un contrôle du plateau avec une feuille A4 de 1mm. Je l’ai fait à partir du petit écran attaché à l’Ender.
Si un câble USB est connecté, Cura le détectera. Dans son menu, après importation du fichier STL que je fais avec un clic dans l’explorateur de Windows, nous pourrons utiliser successivement les menus PREPARER, APERCU et SURVEILLER. Le bouton bleu en bas Imprimer via USB, nous permettra de lancer l’impression 3D.
Nous pourrons surveiller par exemple le temps restant et les deux températures (60 pour le plateau et 200 (PLA) pour l’extrudeur). Rien à dire, ça roule … juste faire attention de ne pas ramasser le câble en sortant de la pièce (chez moi).
Bordure ou Radeau
Informatif: était précédemment dans le document Imprimante 3D – Creality Ender 3 V2
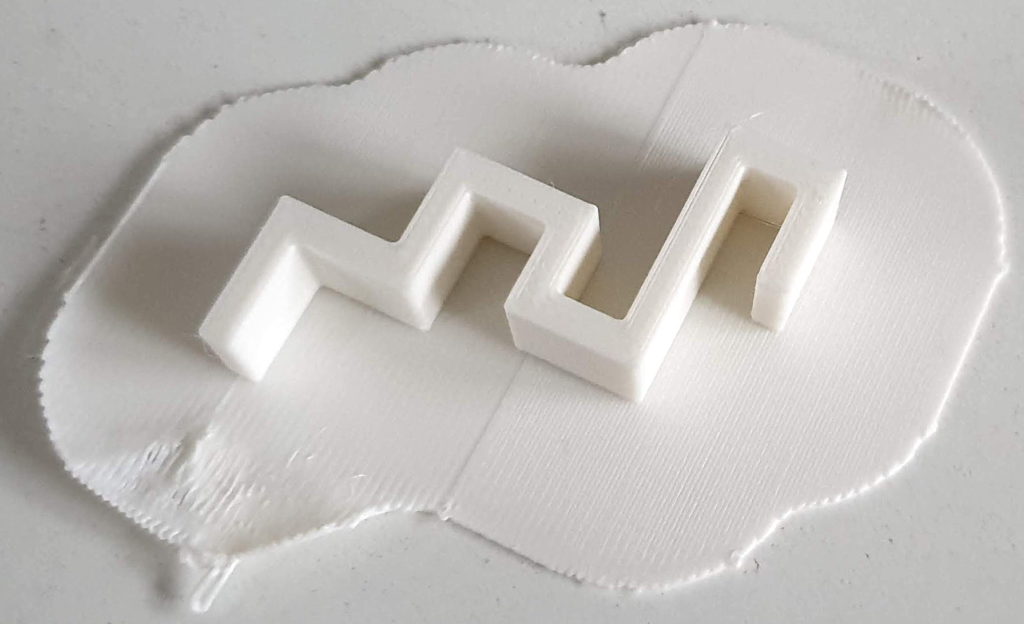
Si l’on choisit une adhérence du plateau dans Cura, le choix entre Bordure (Brim) et Radeau (Rift) n’est pas forcément évident. Dans l’exemple qui suit (40 sur 35mm) j’ai fait un essai avec les deux adhérences.
Le Radeau, à droite, prends 12 minutes de plus (total: 52 minutes). Cette pièce, pour tenir entreouverte une fenêtre, est évidemment posée dans ce sens pour pouvoir être imprimée. L’adhérence Brim semble ne pas aimer les “virages” dus à la forme de cette pièce. Le Radeau, c’est du solide et du propre: la pièce se décolle sans filaments restants!
En diminuant par exemple la Marge supplémentaire du radeau, les Couches supérieurs du radeau et l’épaisseur du Lissage du radeau, il y a du potentiel! J’ai aussi pris l’habitude de diminuer la vitesse d’impression du radeau.
Nous retrouverons cette “pièce” ci-dessous lors d’un exercice de comparaison Blender / FreeCAD et aussi dans la partie Solidité et cassures pour montrer ce qu’elle est devenue après 6 mois d’utilisation presque quotidienne!
Plus tard, j’ai essayé de modifier: la marge supplémentaire de 8-9 mm au lieu de 15, le lissage de 2 au lieu de 5, et une couche supérieur de 1 au lieu de 2. J’étais satisfait.
En bas à gauche, côté Auto Home, le plateau était trop bas: je l’ai corrigé pour la suite: impeccable!
Pour la pièce suivante, j’ai utilisé un 8 mm de marge. Si le plateau n’est pas vraiment bien réglé dans les 4 direction (pièce ci-dessus à droite) et pour un radeau moins rectangulaire, il s’avère utile de mettre une marge plus grande comme 10 ou 11. A chaque impression, je vérifie pendant les premières minutes, la formation du plateau. Si des défauts apparaissent aux extérieurs, et si c’est suffisamment loin de mon objet, je laisse l’impression continuer sans nouveau réglage de plateau.
Il est aussi possible de réduire la vitesse de l’impression du radeau pour voir plus rapidement les défauts et amas de filament sur les bords. Si le début de l’impression produit de petites imperfections au bord du radeau, je pousse ou tire gentiment avec une pince à épiler ce qui gênent vers l’extérieur. J’ai aussi essayé de diminuer la vitesse de l’impression de 25 mm/s à 10 mm/s: la production du radeau est un peu lente, mais on verrait plus vite les soucis! Une vitesse de 20 mm/s semble plus appropriée.
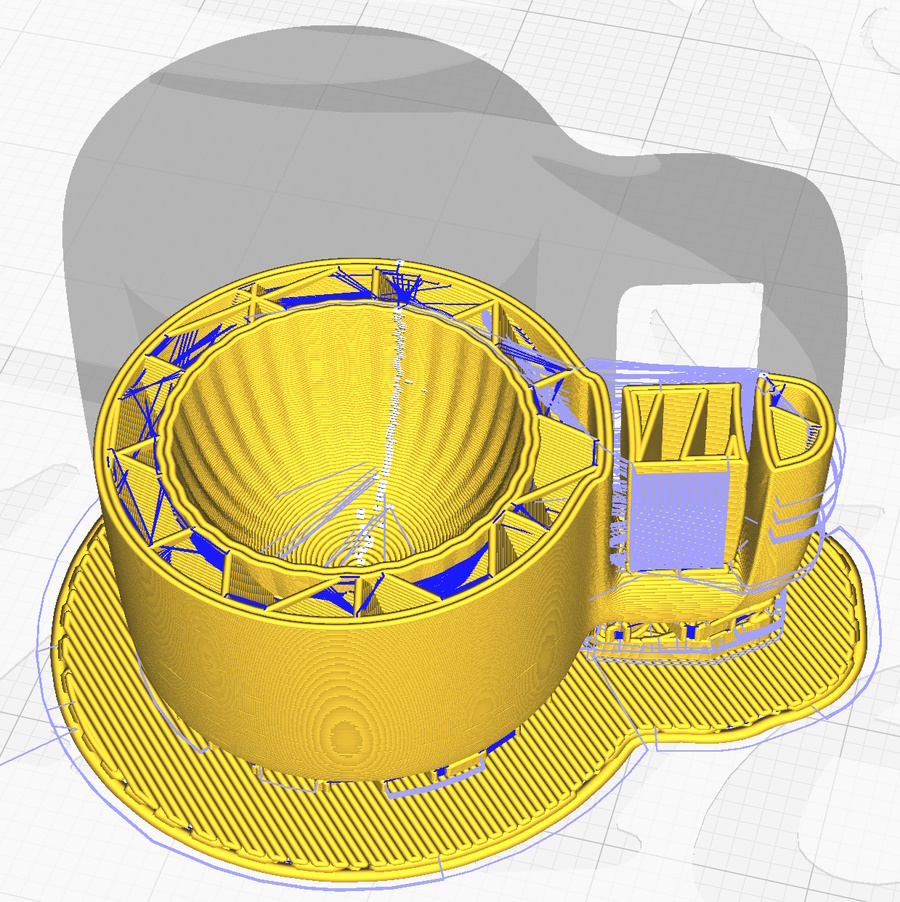
C’est un premier prototype sous Blender de 1cm de hauteur.
J’étais trop impatient de vérifier mon “radeau”: je n’ai pas vu le petit souci plus visible sous Cura que Blender: 1 partie au moins ne touche pas assez.
Visionner sous Cura après découpage: une bonne idée!
Cette pièce deviendra conique pour y contenir un PIR (un détecteur de mouvement) et qui ne réagira qu’à une certaine zone au bas d’un escalier. Les deux petites pièces à l’intérieur vont permettre de crocher le PIR derrière et j’en mettrai d’autres pour le devant.
L’ouverture en haut permet d’écarter ma pièce pour la mise en place du PIR qui est déjà connecté à un ESP32. Si on fait passer le plateau de 8 à 9 ou 10, le trou intérieur disparaîtra! Oh oui, je m’amuse bien.
Radeau ou pas radeau, voire un support
En postant un message dans un forum, en indiquant que j’utilisais toujours un radeau, on m’est tombé dessus en me disant qu’une machine qui n’est pas réglée correctement au départ est source de divers problèmes d’impression, qu’un radeau n’est utile que dans 1% des cas, et que le réglage des molettes ne se fait qu’une fois de temps en temps!
Si on s’amuse avec des petits enfants et un objet fusée relativement haut, si le radeau n’est pas bien fixé sur le plateau, et si le réglage n’est pas au top, lorsqu’on arrive vers le sommet, l’objet entier risque de décoller (voir Warping ci-desous)!
Moi, j’aime bien le radeau et je n’ai pas de soucis avec mes impressions. Il faudra que je regarde aussi l’utilisation de la bordure au lieu du radeau (voir le Warping ci-dessous). L’Ender est quand même une imprimante bon marché, il faut la monter, c’est pas facile et comme dans mon cas, j’ai dû rajouter des rondelles sous le plateau! La partie tout à gauche, utilisée au démarrage, bouge aussi pas mal chez moi tous les 3-4 impressions.
J’ai créé une fois une pièce pour un pied cassé en plastique d’un escabeau. La partie rectangulaire qui entre dans la partie métallique dessous (donc un cube creusé) doit être positionnée en bas sur le plateau de l’imprimante. La partie supérieure est inclinée comme l’escabeau: c’est donc la position correcte. Un support à l’intérieur est obligatoire et lorsque qu’on a un radeau, il sortira d’un coup en le retirant car le support y sera attachée. Magnifique, mais la précision (Blender), c’est un gros travail!
J’ai créé une fois une pièce pour un pied cassé en plastique d’un escabeau. La partie rectangulaire qui entre dans la partie métallique dessous (donc un cube creusé) doit être positionnée en bas sur le plateau de l’imprimante. La partie supérieure, ajoutée au cube, est inclinée nécessaire pour l’escabeau: c’est donc la position correcte. Donc ici un support à l’intérieur est obligatoire et lorsque qu’on a un radeau, il sortira d’un coup en le retirant, car le support y sera attaché. Magnifique, mais la précision et le design dans Blender, c’est un gros travail, nécessitant au moins deux trois essais d’impression!
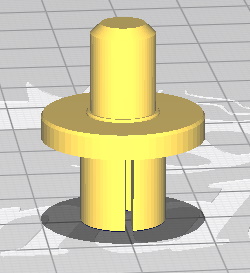
J’ai parfois imprimé des pièces de tenue de plateau pour armoire (ici de 2.2cm de long). C’étaient des pièces très petites, délicates et sans socle: donc un support nécessaire. Le support était assez large et j’ai laissé le radeau par erreur. En voulant sortir le radeau et le support, ma pièce s’est cassée au niveau du biseau trop large du disque central trop fin.
La solution (image ici) a été d’agrandir un poil l’épaisseur du disque central, d’ôter le radeau, de faire passer la densité de support (groupe Support) à 20.0 au lieu de 10.0 et la densité du remplissage (groupe Remplissage) à 50% au lieu de 20%. Avec un couteau de cuisine fin et denté, j’ai pu facilement couper le support sous le disque et il est sorti facilement. A l’intérieur il y avait aussi un support que j’ai juste à peine coupé sans le sortir. Les deux fentes en bas (une visible) permettent de faire entre la pièce dans le plateau de l’armoire. Nickel et solide!
Je suis satisfait avec cette imprimante, je ne désire pas avoir x réglages passant de radeau, à jupe, à bordure ou autres. Dans quelques mois ou années … ce sera le moment d’acquérir un nouveau modèle qui viendra de tout manière vu son succès.
Modifier le remplissage (par exemple pour créer un dé pipé pour tricher)
En décembre 2025, j’ai lancé un “concours” à deux de mes petits enfants qui consistait à créer un dé à jouer afin qu’il soit pipé (truqué), c’est à dire pour que le 6 vienne plus souvent que les autres, les 1 à 5!!
J’ai pris mon temps, et cela fonctionne. Le point de départ, c’est sans doute la vidéo YouTube GESTION DES REMPLISSAGES VARIABLES SOUS CURA qui montre comment modifier les densités intérieures. L’idée est de remplir un peu plus le dé du côté inverse du chiffre 6! Pour ce faire j’ai utilisé des bloqueurs de support qu’on retrouve aussi dans cette vidéo Tuto. Plus tard j’ai ajouté la partie Importer plusieurs fichiers STL qui pourrait changer la donne (donc à vérifier encore et à compléter).
Pour le cube ci-dessous, cela me rappelle le “fast prototyping” de ma jeunesse informaticienne, où c’est inutile de commencer par passer un temps fou à la création du dé, alors qu’on ne sait pas encore s’il est possible de générer des densités variables dans un objet 3D.
On prépare donc un cube lissé légèrement sur toutes les arrêtes de disons 2 cm de diamètre sous Blender. Pour un cube lissé, c’est obligé d’y ajouter une marque dessus, l’endroit du 6 pour un dé, pour identifier le remplissage intérieur qu’on fera vers le bas (côté du 1) et lorsqu’on fera rouler notre proto de cube “dé”!
On génère le code STL qu’un importe dans Cura.
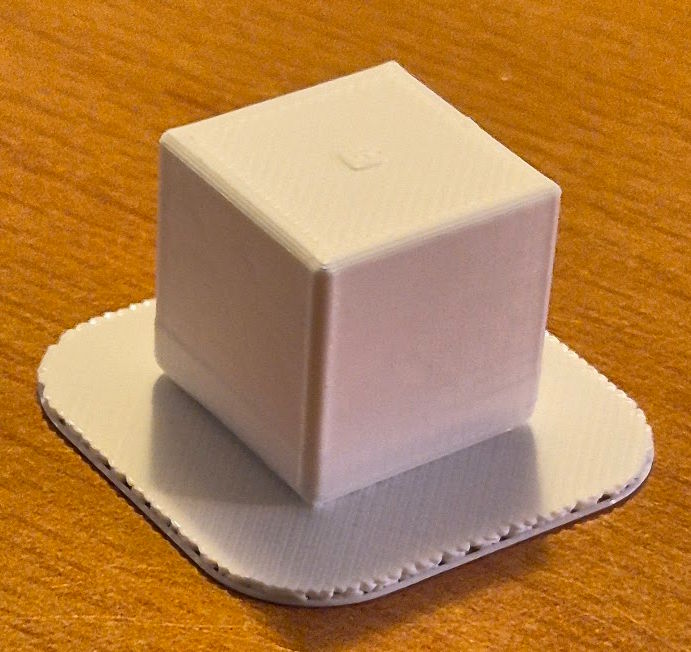
Au centre le résultat, un cube lissé avec une petite verrue dessus, pour montrer que le haut est plus léger. A gauche la densité inférieure vers le haut, et à droite au maximum de densité en bas! En roulant ce cube sur un table lisse, plusieurs fois, sans toquer sur un obstacle, il vient pratiquement toujours avec la marque dessus, donc ça marche! On peut aussi pousser ce cube au fond d’un verre d’eau rempli, et oups, il remonte et se positionne juste!
Dans Cura et les paramètres de remplissage du cube on met 20%.
On clique sur l’objet, R pour rotation et l’icône “Sélectionner la face“. On cherche le 6 ou le marqueur comme ici qu’on met dessus et on clique sur mettre à plat.
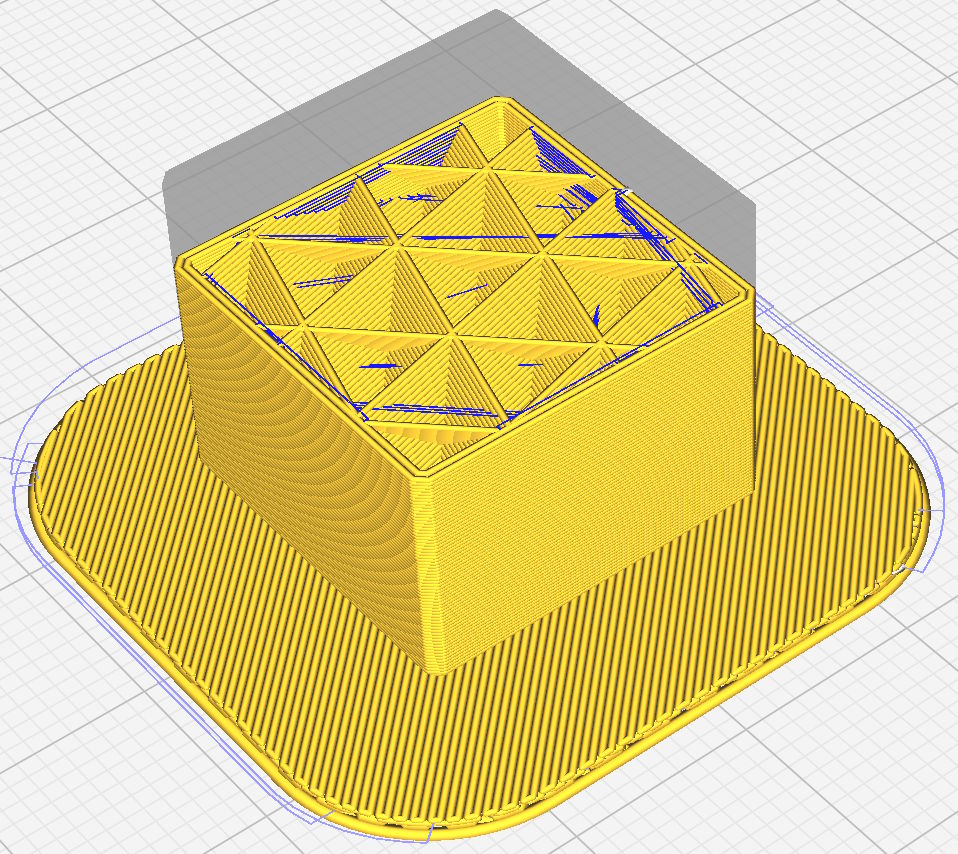
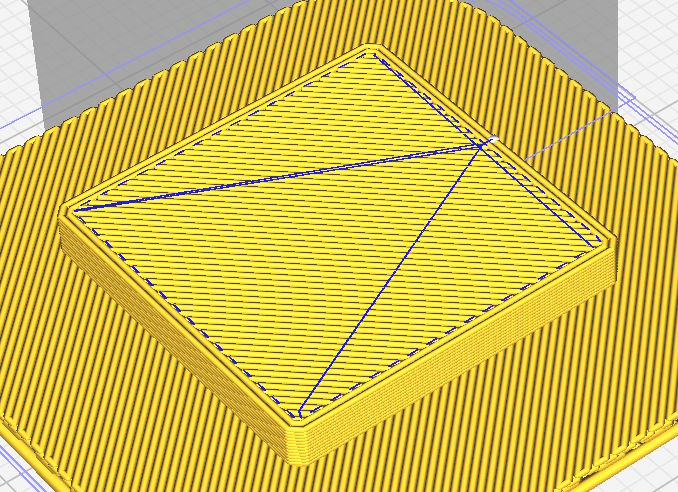
Pour la suite, il faudra passer en mode d’affichage Visualisation par rayon X qui se trouve en haut à gauche sous le logo Ultimaker, mais après un premier “Découper” et suivi d’Affichage“. Ce mode est nécessaire pour bien positionner le cube intérieur de déséquilibre avec une hauteur assez faible.
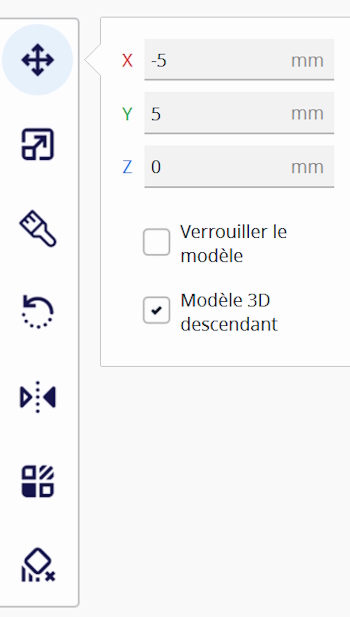
Avec E (c’est à dire blocage des supports), on clique sur le cube, qu’une seul fois, et un nouveau cube de blocage viendra à l’intérieur de notre dé. Il doit être sélectionné pour un S (mettre à l’échelle, échelle uniforme décochée) qu’on définira en 25, 25 et 5 (petite hauteur verticale).
Avec T on pourra le déplacer, aussi en tournant avec le bouton droit de la souris. Le cube de maillage intérieur (blocage) devrait dépassé sur le côté et un poil dessous. Attention de toujours avoir le cube de blocage actif dans Cura.
Dans Paramètre pour modèle (second icône depuis le bas) aller dans Modifier les paramètres de chevauchement et y ajouter (Sélectioner les paramètres) Remplissage / Densité de remplissage. On fait passer le 20% à 100%: cette zone du cube sera remplie à 100% et le reste à 20%.
J’ajoute une adhérence plateau Radeau avec marge supplémentaire de 9 mm (mon premier essai m’a fait décoller mon cube (air trop frais à l’intérieur)). Finalement on “Découper“.
Sur les images ci-dessus, on voit bien les densité supérieures et inférieures différentes en utilisant le navigateur de Cura (barre de défilement à droite).
J’enregistre le gcode et le projet (3mf). Le cube donne un 6gr – 2.08m et si on retire le bloc intérieur de blocage nous aurons 5gr – 1.65m. Donc notre “fast prototyping” a fonctionné!
Mon idée originale était d’essayer d’autres densités avec un vrai dé pour varier la tricherie sur d’autres numéros! Je n’ai pas eu (encore) la patience.
Si on utilise un autre slicer que Cura, comme PrusaSlicer ou Bambu Studio, il faudra chercher!
Warping (gauchissement) et Curling
Désolé pour la qualité de la photo, je ne peux la refaire, car j’ai retiré trop vite le radeau.
Ce warping m’est arrivé une seule fois après plus de 3 mois de divers impressions, surtout de petits objets. Sur la photo, on ne voit qu’une des extrémités d’un objet fin et d’une longueur de 9 cm (cette partie visible à 4cm). On voit bien tout à gauche, le radeau qui remonte. Le terme en anglais à utiliser c’est le curling (le bord qui se relève durant l’impression). Je n’ai jamais eu ce souci sur la Creality Ender 3 V2 Neo et avec une “cage” en carton et en tissu pour éviter des différences de température!
C’est moins facile d’identifier sur la photo que la hauteur à gauche est plus basse qu’à droite (13mm au lieu de 15mm). Dès que l’impression a commencé, cette partie à gauche s’est légèrement soulevée, tirant sans doute la pièce vers le haut! Elle était située à gauche vers le Home et sans doute moins bien réglée au niveau du plateau.
Donc j’ai essayé de comprendre ce qui s’était vraiment passé.
J’ai commencé par créer une cube de 2X2X80, quelque chose correspondant à plus ou moins la même longueur, mais très petit en volume, afin d’être rapidement imprimé (6 minutes). J’ai vérifié et réglé beaucoup mieux mon plateau côté gauche, où était le souci, et utilisé une bordure au lieu d’un radeau: absolument impec! J’avais oublié de cocher “Activer le refroidissement” … pas bien!?!
A la fin de l’impression, j’ai laissé le plateau refroidir et je n’ai même pas eu besoin de la spatule!
Donc, il y avait tout de même “quelque chose” de pas trop bien fait ou défini … et un nettoyage à l’alcool a sans doute aidé!
Plus tard, il m’est arrivé un autre souci, qui pourrait être lié à l’épaisseur du radeau. L’objet était aussi allongé et j’ai laissé les épaisseur de radeau par défaut, mais avec une marge supplémentaire de 9 mm. Un effet de curling s’est vite montré, et dès que le partie supérieure a débuté, le radeau s’est décollé et à été entrainé par les fils sortants de la buse!! Mon dieu la cata!
J’ai fait passé la marge à 10mm, diminué le lissage du radeau à 2, mis la couche supérieur à 1, et réduit la vitesse de la production du radeau de 25 à 18! Nickel!
Il faut répéter à nouveau ici qu’Ultimaker Cura permet de retourner et poser son objet différemment sur le plateau, pour éviter ce souci potentiel!
Des références intéressantes: Comment éviter le “Warping” et 3 solutions simples contre le warping (PLA, PETG, ABS). J’aime bien la vidéo à deux (bonne idée, même si c’est la même personne): BORDURE, BRIM ET WARPING.
C’est quoi le G-code
Le G-code est un langage pour l’impression 3D qui contient les commandes pour déplacer des éléments dans l’imprimante. Un fichier G-code (extension .gcode) comporte des commandes universelles et des éléments spécifiques au modèle d’imprimante 3D. Le G-code se compose de commandes G et M pour les mouvements et les actions. La référence principale sera le document Marlin G-code Index.
Les articles Les principales commandes d’un Gcode pour l’impression 3D et Commandes de code G pour imprimante 3D 2018 – Didacticiel nous donnerons une meilleure idée.
Lorsqu’on aura découvert le G-Code de démarrage et G-Code de fin dans Ultimaker Cura, nous pourrions nous amuser à analyser les diverses commandes. Pour ce faire nous irons dans le menu de Cura sous Paramètres, et ensuite Imprimante et Gérer les imprimantes…, sélectionner notre imprimante Ender-3/.., et enfin le bouton tout à droite Paramètres de la machine. Il y a de jolies commandes comme les déplacements sur l’axe Z.
Les fichiers contenant du G-code sont des fichiers textes! On a trouvera un exemple dans G Code Example: How to Run Your First CNC Program.
Il peut arriver que quelqu’un nous fournisse un fichier .gcode! Il est possible de le visualiser, par exemple avec un outil en ligne, gCodeViewer, voire même de l’examiner en le chargeant dans Cura, oui, c’est possible, mais le code ne sera sans doute pas adapter à son Ender ou autres! Si on veut utiliser un modèle il faudra récupérer le fichier .stl d’origine.
Si on installe un autre slicer comme Prusa-Slicer, il vient avec son propre G-code Viewer.
L’outil en ligne NC Viewer est grandiose. Nous pouvons charger un fichier gcode et le visionner en mode “plotter”.
A compléter et adapter sans doute: nous trouverons aussi d’autres outils comme MatterControl pour par exemple nous assister dans le réglage du plateau.
Importer plusieurs fichiers STL
Oui, c’est possible. Une utilisation pratique est d’imprimer plusieurs objets 3D en même temps.
Après avoir importer notre premier fichier STL, par exemple avec Fichier / Ouvrir un fichier récent, on pourra en rajouter d’autres. Avec le menu à gauche (voir Positionnement dans Cura), et le bouton “Déplacer” (touche T), on pourra alors le décaler à souhait sur le plateau. En le sélectionnant, on pourra utiliser les touches Ctrl-C et Ctrl-V (voire plusieurs fois) pour les multiplier. Les touches traditionnelles Ctrl-X (ou Delete) et Ctrl-Z fonctionnent aussi.
En fait, on pourrait utiliser plusieurs modèles 3D STL pour construire un nouvel objet 3D dans Cura, sans repasser par Blender par exemple. Donc l’idée d’avoir une librairie de petits objets STL dans un de nos répertoires Windows. On peut par exemple prendre un cube, le copier, le sélectionner avec un clic de souris, le rapetisser, et, avec le menu à gauche et le bouton “Mettre à l’échelle” (touche S), on pourrait ensuite le coller au premier cube par déplacement (touche T).
Si on glisse un objet à l’intérieur d’un autre plus grand, il pourrait disparaître de la vue: en bas à gauche nous avons Liste d’objets pour le reprendre! Il est courant de refaire le découpage avant de repasser en mode Visualisation par rayons X (voir la partie Positionnement dans Cura).
On se rappellera que glisser un objet (ou un des morceaux ici) sous le plateau provoquera la partie inférieure non imprimée (donc un moyen de n’imprimer que la partie supérieure).
Couper un morceau de modèle avec PrusaSlicer
En voulant essayer d’imprimer une coque de Smarphone Samsung à partir d’un fichier STL, il me demandait 3 à 4 heures d’impression (fin 2025: il y a des imprimantes à ce prix au moins deux fois plus rapide). J’ai donc eu l’idée de “couper” un morceau de la coque pour n’imprimer qu’une partie du modèle en quelques minutes, afin de vérifier qu’il “colle” bien!
PLA, TPU et PETG
Pour une coque de ce type, le filament PLA n’est pas vraiment une bonne idée, ce n’est pas assez souple et trop cassant et je n’ai pas voulu me lancer dans du filament type TPU sur ma machine! Pour les personnes intéressées: Guide de l’impression 3D flexible : comparaison des processus, des matériaux et des applications.
Pour imprimer PLA et TPU avec la même buse, c’est semble-t-il possible avec une buse standard (0.4mm en laiton), mais des réglages différents sont requis. La clé est plus d’avoir un système d’entraînement Direct Drive et non Bowden comme la Creality Ender 3 V2.
Quelques sites pour se documenter sur le sujet: Choisir son filament : le guide ultime et Dureté Shore des filaments pour imprimante 3D.
Le PETG pourrait être un bon choix, mais je n’ai pas vraiment étudié la chose: les réglages semblent délicats. Lors de l’achat de ma première Creality en 2021, je n’avais pas vraiment réalisé qu’il y avait différents types de filament (si ce n’est 3 bobines PLA livré avec l’offre). A présent, pour ma prochaine imprimante, je ferais une étude plus “solide” pour du filament sans doute plus souple! Comme une même buse est possible pour le PLA et le PETG …
En 2021 nous n’avions non plus pas les moteurs IA permettant de nous retourner une réponse incroyable à la question: Quelle est la meilleure imprimante 3D pour un budget correct avec la même buse en PLA, PETG ou TPU?
Je n’ai pas encore trouvé de moyen de découpage avec Cura d’Ultimaker pour faire ce travail. En Edit Mode sous Blender, on peut corriger certaines parties, mais pas plus.
Le logiciel slicer de Josef Prusa se trouve sur le site de Prusa Research.
Donc on lance le Slicer sous Windows (version 2.9.4 en novembre 2025) et avec Ctrl-I on peut importer le fichier STL de notre coque. Je n’ai fait aucune installation d’imprimantes et et configuration.
Avec Ctrl et le bouton gauche de la souris, on pourra orienter l’objet, bien horizontalement, avant de le découper! Ceci peut se faire avec les flèches colorées dans un coin de la grille. Avec le bouton gauche de la souris, on clique sur l’objet qui devient vert. Ensuite on entre la lettre C pour couper!
Avec Shift et le bouton gauche de la souris, on trace une ligne de coupe horizontale ou verticale, à choix, et bien droite. La partie rose/rouge sera effacée. Si on est du mauvais côté il faudra tourner la coque en premier.
Dans la boîte Couper (C) on cliquera sur Effectuer la coupe. Avec Shift on peut sélectionner la partie à effacer, qui doit être verte, et ceci avec la touche Delete.
On peut éventuellement refaire une découpe, si nécessaire, et sur ce morceau qui reste. Des icônes à gauche permettent de tourner (R pour rotation) ou de poser sur une face. Dans le cas d’une coque ce n’est pas facile pour des faces pas nécessairement parfaitement plates (position des caméras par exemple).
Avec Fichier, Exporter et STL, on sauvera le morceau à recharger ensuite dans Ultimaker Cura pour l’impression 3D. Avec ce dernier on devra sans doute refaire une mise à plat, voire définir des supports corrects. Le bouton pivoter (“R”) à gauche possède aussi une option Mettre à plat.
Contact: jean-bernard@boichat.ch toujours possible pour des questions, commentaires ou suggestions d’améliorations!